|
|
HISTORIQUE :
Ce fut au 16ème siècle que Philibert DELORME, architecte, a eu l'idée
d'utiliser des bois assemblés entre eux pour réaliser des fermes en arcs.
Trois siècles plus tard, le Colonel EMY imagine le système qui porte son
nom. Il s'agissait de lamelles de bois assemblées par des boulons et des
brides métalliques. Un exemple de ce type de fabrication existe encore
à la gare de Dieppe.
En 1890, le Suisse Otto HETZER songea à remplacer les boulons par de la
colle résorcine. La charpente lamellé-collé était née.
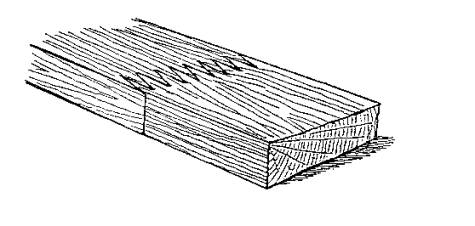
DEFINITION :
On appelle lamellé-collé, des pièces massives reconstituées à partir de
lamelles de bois de dimensions relativement réduites par rapport à celles
de la pièce. Assemblées par collage, les lamelles sont disposées de telle
sorte que les fils soient parallèles.
Parmi les matériaux de construction, le lamellé-collé est l'un des plus
intéressants. Il est beau et résistant. Le fait de coller les planches
de résineux entre elles et de répartir les nuds de manière équitable
augmente sa résistance. La haute résistance du lamellé-collé par rapport
à son poids démontre qu'à prix comparable, il est le plus solide des matériaux
de construction. Il est possible de fabriquer des éléments courbes ou
droits, selon la demande.
Ce matériau prend toute sa valeur lorsqu'il s'agit de grandes portées
(donc, de grandes surfaces). Le lamellé-collé participe au confort des
complexes sportifs et autres bâtiments publics, non seulement en raison
de ses qualités acoustiques. Hormis ses avantages techniques qui sont
considérables, il faut également souligner sa grande souplesse architecturale
dans la conception des maisons individuelles, églises, écoles, etc. ...
Son coût d'entretien est bas grâce à son haut degré d'imperméabilité à
l'humidité et à la pollution. Il offre également une grande stabilité
au feu car, à l'inverse du métal, son mode de combustion et l'épaisseur
des sections utilisées lui permettent de conserver sa résistance lorsqu'il
est exposé à de fortes températures.
Par contre, la section des poutres en lamellé-collé peut être considérée
comme un inconvénient. En effet, pour de très grandes portées, les poutres
peuvent atteindre plus de 2m de large. Parmi les inconvénients, on peut
relever, par ailleurs, quelques défauts dus à l'emploi de bois trop humide,
à une mauvaise protection préventive, ou à une conception irrationnelle,
entraînant une attaque par les champignons ou le pourrissement localisé
du bois. Ces inconvénients sont dus au caractère hygroscopique du bois
qui conduit à une migration de l'eau dans le bois aux extrémités des éléments.
Les accidents dus au décollement des lamelles sont assez rares si on prend
les précautions nécessaires au moment de la fabrication.
CHOIX DES BOIS :
Les bois employés sont essentiellement des résineux pour tout ce qui concerne
la charpente, mais on peut être amené à utiliser des feuillus pour la
réalisation d'escaliers par exemple. Le principal résineux utilisé est
l'épicéa commun importé de Scandinavie, appelé aussi sapin blanc du Nord.
Il arrive cependant que l'on utilise du pin sylvestre, soit de Scandinavie
(sapin rouge du Nord), soit de pays, s'il est de bonne qualité, et également
suivant la demande du client.
Bien que le prix des bois de Scandinavie soit bien plus élevé que le prix
des bois de pays, l'on préfère les résineux nordiques car ils sont de
meilleure qualité et débités avec une plus grande précision.
Les bois achetés sont souvent de catégorie C22, de sections standards.
les largeurs brutes |
les largeurs finies |
| 100mm |
88mm |
| 115mm |
102mm |
| 125mm |
112mm |
| 150mm |
137mm ou du 67mm dédoublé |
| 175mm |
160mm ou du 78mm dédoublé |
| 200mm |
185mm |
| |
|
| les épaisseurs brutes |
les épaisseurs finies |
| 32mm |
27mm |
| 38mm |
33mm |
| 44mm |
39mm |
| 50mm |
45mm |
Le nombre de planches utilisées comme lamelles
conditionne la hauteur de la poutre.
Les bois, en provenance de Scandinavie, arrivent aux ports de Bordeaux
ou du Havre. Ils sont ensuite livrés par camions et stockés soit sous
abris, soit à l'extérieur. Une livraison produit un stock équivalent à
trois mois de travail.
L 'EMPILAGE :
Les bois du Nord arrivent à l'entreprise par piles mortes. Or, il est
nécessaire d'avoir pour le séchage ainsi que l'aboutage des planches empilées
sur liteaux. Pour cela, l'Entreprise possède une empileuse automatique.
Ce type de machine nécessite l'emploi d'une seule personne et réalise
un très bon rendement (grande rapidité).
LE SECHAGE DES BOIS :
A leur arrivée dans l'entreprise, les bois du Nord ont un taux d'humidité
de 20% (parfois 25%). Or, pour le collage, il est nécessaire qu'ils soient
amenés à un équilibre hygroscopique de 8 à 14%, d'où la nécessité d'avoir
un séchoir.
L'Entreprise possède donc à cet effet un ou deux séchoirs d'une capacité
d'environ 30m3 à régulation automatique. (Nota: la totalité des bois pour
la production de lamellé-collé est souvent séchée par l'entreprise.)
Fonctionnement du séchoir:
De nombreux facteurs influent sur les conditions de séchage à l'intérieur
même du séchoir.
o On trouve tout d'abord ceux qui dépendent directement du bois:
| |
-l'essence |
| |
- l'épaisseur |
| |
- la densité |
| |
-l'humidité initiale |
o Il y a ensuite ceux qui dépendent de l'air à
l'intérieur du séchoir:
| |
- la température |
| |
- la vitesse |
| |
- le degré hygroscopique |
| |
- la pression |
Ce sont ces derniers que la régulation va en général contrôler et faire
varier. Dans le cas présent, la régulation automatique va faire varier
la température, la vitesse et le degré hygroscopique de l'air.
Ensuite, pour que l'ordinateur connaisse l'humidité du bois, il faut disposer
des sondes dans le séchoir. Il suffit de mesurer la résistance de ces
sondes pour connaître l'humidité d'équilibre vers laquelle le bois tend.
En fonction de ces données et selon le programme établi, l'ordinateur
fera varier les différents facteurs vus ci-dessus.
Le chauffage du séchoir est assuré par une chaudière à bois qui est alimentée
par les chutes et déchets des différents ateliers (aboutage, rabotage,
taille).
Après séchage, les bois sont stockés à l'intérieur d'un bâtiment pour
qu'ils se stabilisent (uniformité du taux d'humidité à l'intérieur du
bois) aux alentour de 10% à 11%..
L'ABOUTAGE :
Les structures en lamellé-collé se caractérisent par des éléments de grande
longueur. Pour obtenir ces pièces, il est nécessaire d'assembler les lamelles
entre elles bout à bout. A cet effet, on utilise un assemblage à entures.
Cette opération permet d'utiliser des bois de longueurs quelconques, donc
une utilisation des chutes, et d'éliminer tous les défauts du bois.
L'entreprise possède une chaîne d'aboutage rapide assistée par ordinateur
qui nécessite seulement la présence d'un seul ouvrier. Cette chaîne d'aboutage
informatisée utilise un automate.
Données à rentrer dans l'ordinateur:
| |
-longueur des planches |
| |
-décalage entre deux joints |
| |
-nombre de planches |
| |
-fourchette du taux d'humidité
du bois |
Fonctionnement de la chaîne:
Désempilage
Après une période de stabilisation, les bois sont acheminés vers
la chaîne d'aboutage. Les planches sont prises directement de la pile
de bois et amenées par transfert jusqu'à l'opérateur.
Purge des défauts
Celui-ci fait apparaître tous les défauts à l'aide d'une craie fluorescente
au faisceau de la cellule, tels que les nuds non fixes, les flaches,
les fentes, etc.. Les bois sont ensuite entraînés vers un poste de tronçonnage
où des cellules photo-électriques lisent les traits, et, une scie circulaire
tronçonne donc aux endroits indiqués. Les défauts sont ainsi éliminés.
Contrôle de l'humidité
Ensuite, le taux d'humidité des bois est relevé par un hygromètre à rouleau
à fonctionnement continu. Celui-ci permet d'effectuer le contrôle sur
toute la longueur des pièces. Les planches ne possédant pas le taux d'humidité
voulu sont éliminées, sachant que celui-ci doit être compris entre 8 et
12%. Les autres bois sont acheminés par transfert automatique vers l'abouteuse.
Profilage et encollage des entures
L'usinage des entures se fait automatiquement. La présence de la pièce
est faite par cellule photo électrique qui entraîne le serrage et l'usinage
de la pièce. Une fois usinées, les pièces restent serrées. La colle (résine
plus durcisseur) est injectée sur les entures ou bien l'encollage s'effectue
grâce à un rouleau contreprofilé. Le mélange est fait automatiquement.
La colle employée au poste d'aboutage est de l'urée formol pour les poutres
qui seront abritées, ou de la résorcine pour les poutres se trouvant à
l'extérieur
Le pressage
Le serrage automatique est de 3 secondes, à une pression de 7 daN/cm2.
Le tronçonnage
Une fois que les bois sont assemblés et serrés, des cellules mesurent
la longueur de la lamelle au fur et à mesure qu'elle avance. Lorsque la
longueur désirée est atteinte, la lamelle est serrée et tronçonnée automatiquement
(la longueur de la planche est fonction du programme que l'on rentre dans
l'ordinateur). La disposition des joints sur deux lamelles consécutives
est prise en compte par l'ordinateur, sachant qu'une distance de 30cm
est obligatoire entre 2 joints.
L'ordinateur compte également le nombre de lamelles nécessaires pour la
poutre, cette donnée est entrée dans le programme. Elles sont ensuite
stockées, en attendant le rabotage et l'encollage.
LE RABOTAGE :
Le rabotage est effectué par une raboteuse deux faces. Cette opération
doit être soignée pour réaliser par la suite un bon collage des lamelles
entre-elles. Donc, pour que les conditions de collage soient idéales,
il faut que:
| |
- les surfaces rabotées aient
un très bon état de surface: pas de fils relevés, de peluches, de
brûlures, de glaçages et d'ondulations. |
| |
-les surfaces rabotées soient
propres (exemptes de corps gras, de sciures et de poussières). |
La vitesse d'amenage des lamelles est de 100m/min.
Cette opération nécessite l'emploi de deux opérateurs.

Entrée des lamelles dans la raboteuse
L'ENCOLLAGE :
L'encollage est la partie essentielle et la plus délicate de la fabrication
du lamellé-collé. C'est pour cela que les mélanges de colle doivent être
correctement faits, il est donc nécessaire de se rapporter aux instructions
du fabricant.
La colle utilisée lors de l'encollage est de la résorcine. Cette colle,
qui est stable dans le temps, permet de réaliser des collages résistant
à l'eau bouillante et aux intempéries, remplit bien les joints et se lave
facilement à l'eau lorsqu'elle se trouve encore dans son état liquide.
Son odeur est très faible.
La résorcine utilisée peut-être réalisée à partir de trois composants:
| |
-résine liquide 16/31 de marque
"Métausel" |
| |
-durcisseur normal de type "569"
ou durcisseur lent de type "DP 170" |
| |
-agent thixotrope de type "aérosil
200" |
La quantité de colle nécessaire pour
le collage d'une poutre est déterminée par un logiciel au bureau d'étude.
On rentre dans le logiciel la longueur brute de la poutre ainsi que le
nombre de lamelles. Il détermine ensuite le développé de celle-ci en mètres
linéaires, puis la quantité de colle nécessaire, en Kg, qui doit être
de 500g/m².
Après réalisation de ces feuilles de collage au bureau d'étude, il est
facile d'avoir la quantité nécessaire de chaque composant que l'on trouve
sur un tableau, sachant que les proportions sont de 100 parts en poids
de résine liquide pour 20 parts en poids de durcisseur. La quantité de
l'agent thixotrope est seulement de 1 %.
La quantité de résine est relevée dans un récipient, car, connaissant
le diamètre du récipient et la densité de la résine, il est facile, grâce
à une pige relevant la hauteur du liquide, de connaître le poids de celle-ci.
Le durcisseur en poudre est versé dans la résine liquide. Le mélange obtenu,
réalisé à l'aide d'un mélangeur mécanique, doit être homogène et exempt
de grumeaux, et doit s'écouler uniformément. Tous les outils utilisés
pour le mélange, ainsi que les récipients doivent être propres afin d'obtenir
une colle qui remplit bien toutes ses fonctions. Ceci demande du temps
tous les soirs aux personnes du poste de collage pour nettoyer tout le
matériel.
La combinaison chimique de la résine liquide avec le durcisseur provoque
une réaction génératrice de chaleur, or la résorcine fait partie du groupe
des colles thermodurcissables. C'est pourquoi la résine est conservée
dans un endroit frais avant le mélange, et, le bain de colle, pendant
l'encollage, se trouve dans un récipient réfrigéré. La température du
bain de colle ne doit pas dépasser 21°C. En temps normal, on utilise le
durcisseur "569", mais l'été, lorsqu'il y a de fortes chaleurs, il est
conseillé d'utiliser le durcisseur lent "DP 170" qui permet de ralentir
le temps de prise de la colle.
Les bois destinés à être collés doivent avoir une humidité comprise entre
8 et 16 %, mais autant que possible entre 8 et 12 %.Les bois ont une humidité
maximale de 12% étant donné que l'abouteuse rejette toutes les planches
n'ayant pas un taux compris entre 8% et 12%.
Densité de la résine = 1, 145 g/cm3
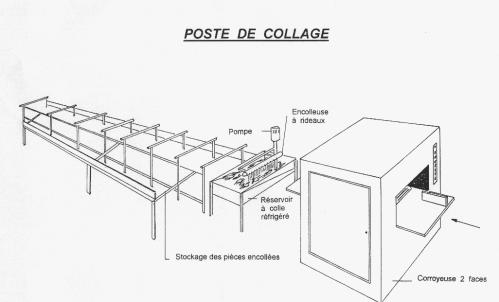
L'encollage est effectué par une encolleuse à rideau qui est jumelée à
la raboteuse. Le débit de colle dépend donc de la vitesse d'amenage de
la raboteuse.
Le responsable du poste de collage surveille l'encollage
de la lamelle à la sortie de la raboteuse.
Lorsque la poutre lamellé-collé est constituée du nombre suffisant de
lamelles encollées, elle est amenée au poste de serrage à l'aide d'un
ou de deux palans (jumelés) pouvant supporter chacun 4 tonnes.
Différents temps d'assemblage ouverts sont donnés par le fabricant de
colle; Ils sont fonction de la température du bois et de la pièce. Par
exemple, pour une humidité relative minimum de 50%, un bain de colle préparé
depuis 30 minutes au maximum et une température de bois et de pièce de
23°C, le temps ouvert est de 3 heures au maximum.
LE SERRAGE :
L'entreprise possède deux presses " Jordex " destinées au serrage des
poutres droites et courbes. Le serrage est effectué par vérins hydrauliques
et le blocage par écrou. La pression de serrage minimale est de 7 daN/CM2.
L'entraxe des tiges filetées est de 33 cm.
La presse est constituée de deux vérins qui prennent contact sur un sabot
métallique, permettant ainsi de serrer deux hauteurs de poutres lamellé-collé.
L'opérateur place ensuite un écrou qui se ferme sur la tige filetée et
qui prend appui sur une rondelle placée précédemment. Il est nécessaire
qu'il y ait 4 opérateurs pour le serrage (deux opérateurs pour une presse):
un s'occupant de la presse, l'autre se trouvant à l'autre bout de la tige
filetée pour maintenir le sabot en place.
Les poutres reposent sur un banc de serrage formé de plusieurs chaises
(équerres) qui sont soudées à des rails métalliques scellés dans la dalle
en béton. L'entraxe des chaises est de un mètre. Les tiges filetées sont
placées tous les 33 cm, à savoir une à chaque chaise et deux entre deux
chaises.
La pression de serrage est différente suivant la largeur des lamelles.
Un tableau permet de connaître la valeur que doit indiquer le manomètre
suivant la largeur des lamelles (épaisseur de la poutre).
Le temps de serrage est de minimum 15 heures à une température de l'air
ambiante de 20°C et une HR de 60%.
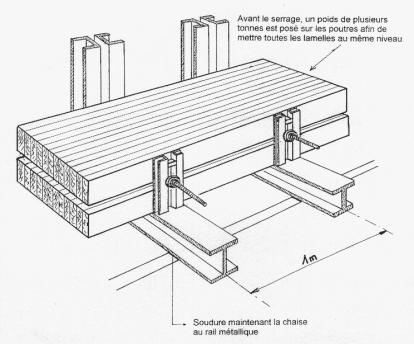
Avant le serrage, un poids de plusieurs tonnes est posé sur les poutres
afin de mettre toutes les lamelles au même niveau.
| |
PRESSE JORDEX
|
| |
(entraxe 33 cm) (coefficient
= 0,072)
|
| |
manomètre |
charge en tonnes
|
surface théorique |
taux de travail (daN/cm²)
|
surface réelle |
largeur des bois |
| |
60 |
4,32 |
617 |
|
|
|
| |
70 |
5,04 |
720 |
|
|
|
| |
80 |
5,76 |
822 |
7,5/8,7 |
759/660 |
115/100 |
| |
85 |
6,12 |
874 |
|
|
|
| |
90 |
6,4 |
914 |
7,7 |
825 |
125 |
| |
95 |
6,84 |
977 |
|
|
|
| |
100 |
7,2 |
1028 |
|
|
|
| |
105 |
7,56 |
1080 |
7,6 |
990 |
150 |
| |
110 |
8,28 |
1182 |
|
|
|
| |
120 |
8,64 |
1234 |
7,4 |
1155 |
175 |
| |
125 |
9 |
1285 |
|
|
|
| |
130 |
9,36 |
1337 |
7,09 |
1320 |
200 |
| |
|
|
|
|
|
|
Le coefficient de 0,072 est appliqué
à la valeur indiquée par le manomètre, il nous permet ainsi de connaîtrela
pression effectuée en tonnes.

Banc de serrage des poutres droites, ce banc est continuellement
fixe. Des liteaux de faibles épaisseurs sont posés sur la partie verticale
de la chaise, permettant de réaliser les contre-flèches (1/300 ou 1/400
en général).

Serrage de poutres courbesLes chaises sont soudées au
sol après la réalisation de l'épure
LA STABILISATION :
Après desserrage des poutres, il y a lieu de les manutentionner avec soin
car la colle n'est pas à sa résistance maximale. Il est donc nécessaire
de laisser stabiliser pendant quelques jours. La durée de stabilisation
des poutres lamellé-collé dépend de la colle utilisée ainsi que de la
température ambiante.
Avec l'utilisation de la résorcine, ce temps de stabilisation est d'environ
six jours. Malgré cela, si les conditions de collage ont bien été respectées,
cette durée peut être diminuée.
La résistance à l'eau de la colle est atteinte au bout de six jours à
21°C.

Stabilisation de poutres courbes après desserrage
LE RABOTAGE
:
L'entreprise possède des raboteuses à arbres horizontaux (un premier arbre
inférieur pour le dégauchissage et un second arbre supérieur pour la mise
en épaisseur). Les largeur peuvent être de 1,30m ou 2,05m.
Ces deux postes de rabotage font la jonction entre l'atelier de collage
et l'atelier de taille et finition. Cet emplacement est logique car il
suit l'ordre de fabrication des éléments en lamellé-collé. Ces deux postes
de travail se trouvent à l'intérieur de deux cellules fermées pour limiter
la propagation du bruit vers les postes de travail environnants. Les deux
raboteuses sont posées sur un rail circulaire pour leur permettre de faire
une rotation sur elles-mêmes, cela est nécessaire pour le rabotage des
poutres courbes.
LA TAILLE :
L'atelier de taille comprend le plus d'ouvriers car il faut savoir qu'afin
de faciliter le travail à la pose, le maximum, et parfois la totalité
des assemblages est réalisée et montée à l'atelier. La seule contrainte
obligeant souvent à démonter certains éléments d'une ferme en lamellé-collé
est due au transport.
En général, les pièces en lamellé-collé, de part leurs longueurs et leurs
poids importants, rendent leur manipulation très délicate. Il est donc
nécessaire d'utiliser des outillages portatifs pour réaliser toutes les
opérations d'entaillage. L'entreprise possède à cet effet différentes
machines portatives: scies circulaires, perceuses, scies à ruban, ponceuses,
défonceuses, ...
Pour les pièces de petite longueur, l'entreprise dispose d'une scie "
Pauw ", conçue à l'origine pour les fermettes, mais qu'elle a modifiée
pour son usage personnel. Cette machine est dotée de quatre scies circulaires
orientables (deux de chaque coté) permettant de réaliser diverses coupes.
Le réglage des angles se fait par commande numérique. De plus, elle dispose
de cinq unités de perçage multi?broches coulissant sur rails.
Sortie de la scie Pauw avec les cinq unités de perçage
L'atelier de taille est séparé en deux parties:
· un coté pour la réalisation de poutres droites (poutres, pannes, contreventements)
et le traitement de ces poutres. Cette partie d'atelier comprend un palan
pouvant supporter 5 tonnes, permettant ainsi de déplacer avec aisance
les poutres droites et de charger les camions des clients venant chercher
leurs poutres.
· Le second coté sert uniquement à la taille des charpentes lamellé-collé.
C'est dans cette partie que sont tracées les différentes épures pour tailler
les fermes, les arcs, etc. ... La raboteuse de 2,05 m dbouche sur cet
atelier permettant ainsi de recevoir directement les grosses poutres.
Deux palans, de 4 tonnes chacun, permettent de lever de lourdes charges.
Lors des opérations de levage à l'aide de ces palans, les ouvriers doivent
rester très vigilants.
Les ouvriers sont en train de tailler une ferme
Présentation de l'arbalétrier sur l'épure
Fixation des crampons bulldog
TRAITEMENT DES BOIS :
Le bois lamellé-collé est un matériau particulièrement résistant, mais,
lorsqu'il est mal traité et qu'il est exposé à certains éléments tels
que les champignons, l'humidité, les insectes, il reste très sensible.
L'entreprise emploie le " xylophène " comme produit incolore et " l'héliotan
" comme produit pigmenté. Ces deux produits permettent au bois de recevoir
une protection fongicide et insecticide. Pour les pièces de petite longueur,
le traitement " xylophène " est fait par trempage.
Sur demande, l'application de lasures est réalisée; Ces lasures correspondent
aux teintes standards:
| |
- pin d'Oregon |
| |
- chêne |
| |
- palissandre |
LE TRANSPORT :
Le transport est souvent une contrainte pour la réalisation de charpente
en lamellé-collé car il limite la longueur des poutres. En effet, la longueur
limite transportable est de 40 mètres.
Pour le transport de petites longueurs, l'entreprise utilise une semi-remorque
équipée d'une grue. Pour les grandes longueurs, elle fait appel à une
Société de transport spécialisée dans les convois exceptionnels.
Arcs lamellés-collés venant d'être chargés; L'entreprise
réalise dans ce cas le transport car la longueur n'est pas trop importante.
Plusieurs photos proviennent d'exposés
d'élèves.
Marc Bultel HippoSite
|

